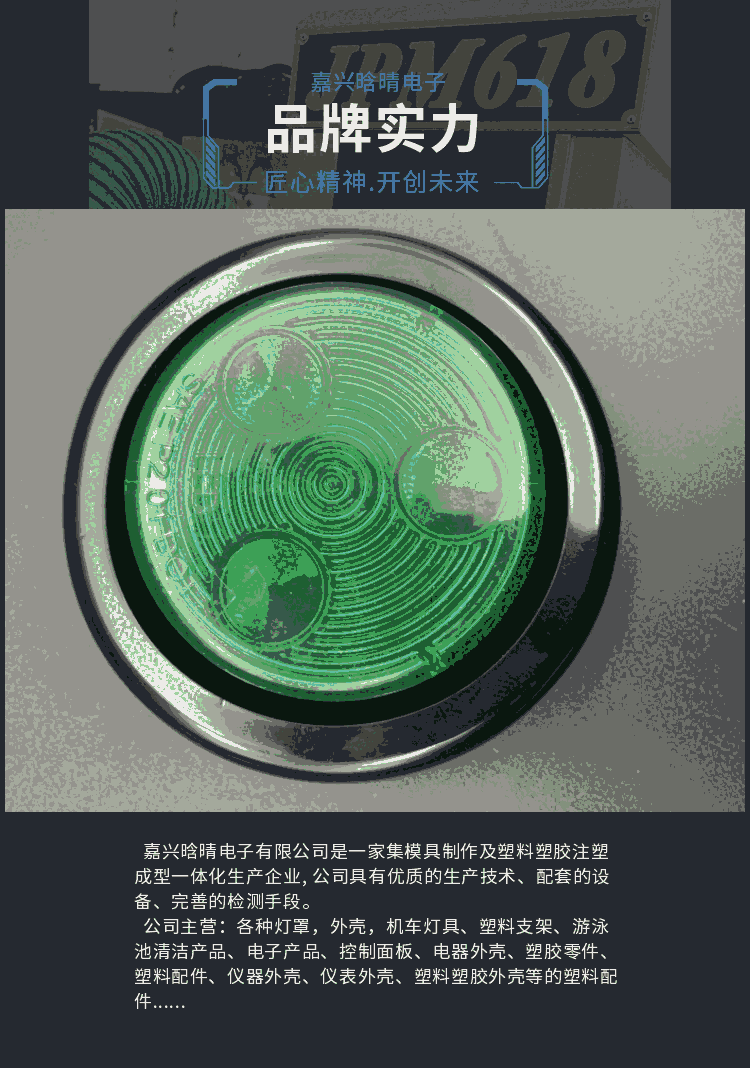
嘉興晗晴電子有限公司
助力產(chǎn)品質(zhì)量新高度 雄厚實力品質(zhì)為堅

助力產(chǎn)品質(zhì)量新高度 雄厚實力品質(zhì)為堅





公司地址:浙江省嘉興市秀洲區(qū)樂源路77號
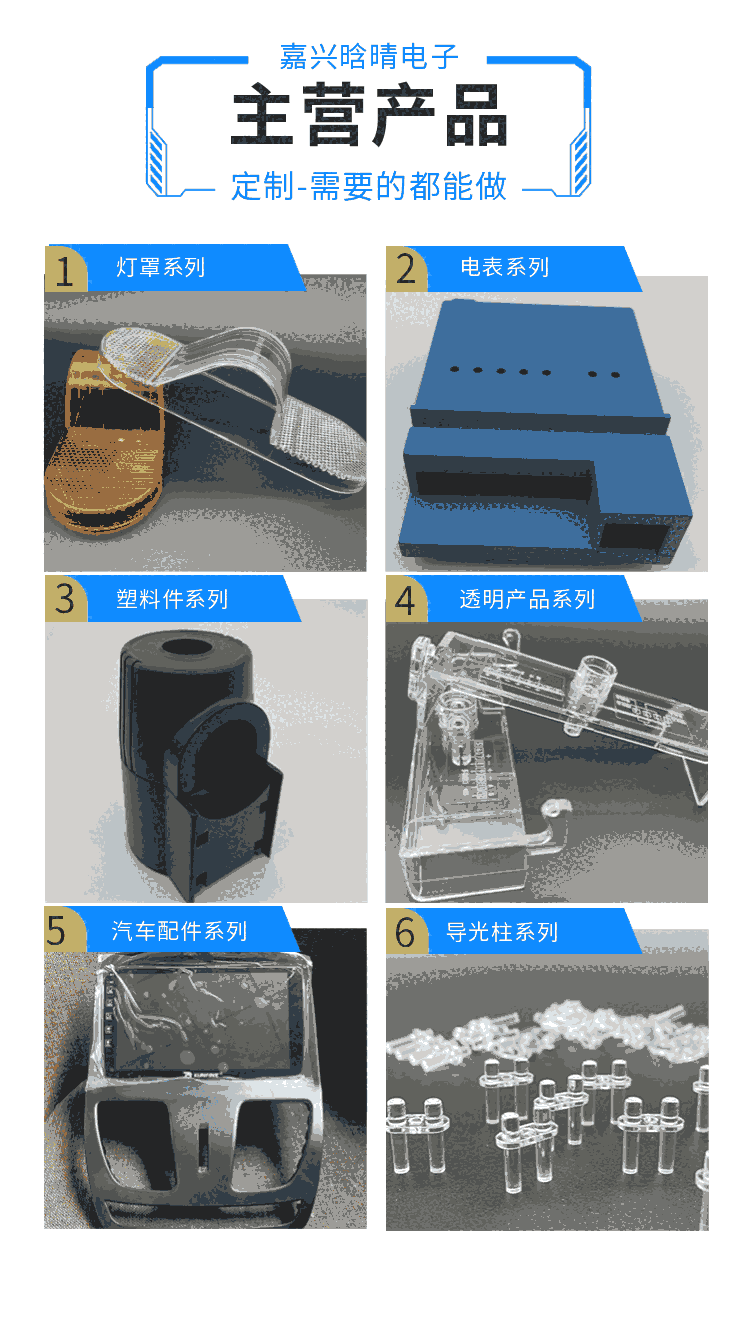
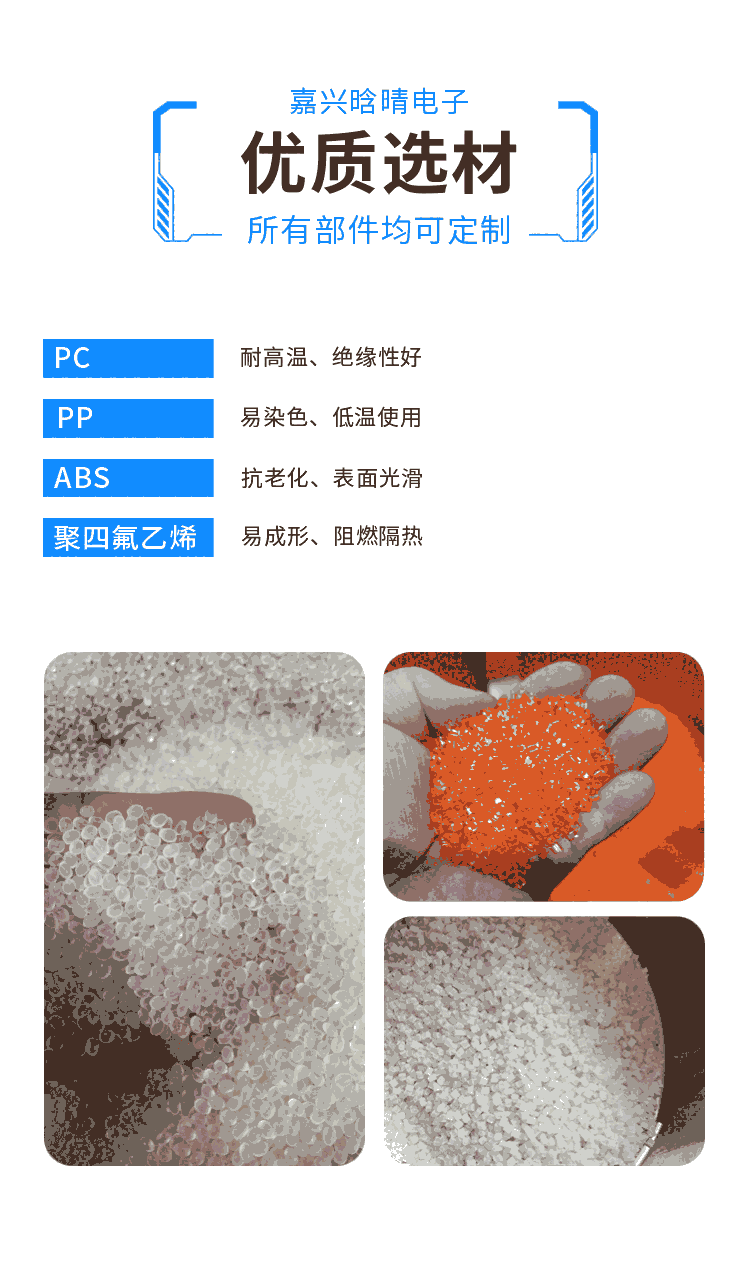
經(jīng)營業(yè)務(wù):塑料注塑、塑膠注塑、塑料零件、塑料配件、塑料制品
嘉興晗晴電子有限公司 版權(quán)所有
聯(lián)系人:袁經(jīng)理
手機:13221323602


